
The feed quality itself, the logistics from the factory to the barge, and the use and maintenance of the feeding system all play important roles for how much wastage you get as a result of dust and breakage. The importance of reducing wastage is obvious. Wastage leads to a higher feed factor and, in practice, significant losses. Dust and breakage can also cause downtime and result in shorter or longer stoppages in output, which could potentially be even more costly than the breakage formation itself. It’s the technology provider's responsibility to design and assemble facilities that ensure the least amount of breakage. However, a facility is still lacking if it is not followed up with proper servicing and maintenance. It is also important that the operations staff have good skills in how the system is to be managed and what factors affect performance.
{{cta('d9cd2c57-a311-4e78-af33-b1dff90fff36','justifycenter')}}
Therefore, always be aware of the following:
- The most important thing you can do to avoid dust and breakage is to ensure that the airflow is optimally adjusted to the output speed and pipe length. The results of incorrect airflow are numerous, including increased temperature, increased strain on the pellet in the silo and all the way out to the cages, which increases the risk of breakage.
We have experienced, in several cases, that deposits in the system have been compensated for by increasing the amount of air instead of carrying out the necessary maintenance. This leads to a significant increase in the speed at the end of the hose. For example, if the fleet air speed is measured at 18 m/s, it can be approximately 30 m/s at the end of the hose. If the speed is increased to 22m/s to "compensate", the speed will be at around 40 m/s (approx. 108 – 145 km/h) in the cages. In other words, increasing the flow of air, rather than ensuring good maintenance, will lead you into a vicious circle, which reinforces the problem. - It is important to clarify that air pressure is only an indicator of what is happening in the feeding line, not a management parameter as many seem to believe. Therefore, air speed, pressure and temperature must always be seen in relation to each other and the hose lengths at the site.
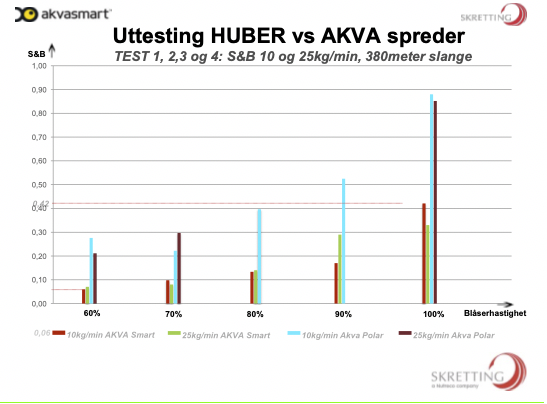
The table shows the connection between the dust and the blower speed for two different feeding systems and the feeding length (source: Skretting).
-
It is important to take the different feed types' characteristics and raw materials into account. For example, feed types with high fat content will be affected more significantly by unfavourable settings than winter diets or smaller feed sizes. Some feeding types and qualities may result in an increased need for ongoing monitoring and maintenance. Increased temperature and pressure in the pipe may indicate that the feed is being loaded too hard, with unwanted breakage and deposits in the pipe as a consequence. Preventive and ongoing maintenance, along with adjustment of the blower and feed speed, can contribute to simpler feeding in such situations.
-
The transport air should have a temperature of between 10 and 22 degrees, depending on the season/sea temperature and several other factors. If the temperature is higher than this, it may indicate that the temperature is unfavourably high in the engine compartment or that the feeding system needs of maintenance. At 22 – 24 degrees, we see that the coating around the pellets is beginning to become shiny. Deposits in pipes and hoses are often also a consequence, which in turn intensifies the problem and leads to increased pressure and, consequently, even higher temperature in pipes and the feed silo. It is important, therefore, to check and clean the cooling loops and zinc anodes regularly.
Note that air that is too cold can cause condensation in the system, which in turn leads to deposits inside the pipes. The temperature of the transport air will vary with, among other things, the temperature into the blower, the cooling loop, pressure, hose lengths, output length and sea temperature. It is therefore important to constantly monitor the temperature and adjust or maintain the facility if you approach the limit points. -
The mechanical equipment that releases the feed into the piping, i.e., the doser/feed screw/sluice, must be designed for gentle feed handling. For example, a dosing unit should not have moving parts that could risk cutting the pellets into pieces. For the sluice-type dosing machines, it is important that the air speed is adjusted, to achieve a minimum pick up speed so that the pellets are transported away from the sluice blades without being damaged. AKVA group's doser is designed specifically for the fact that there should be no moving parts in the feed pipe and air flow. This has clear advantages in terms of which setting the blower can be set to, thereby reducing and giving greater control of breakage at the dosing point under various conditions.
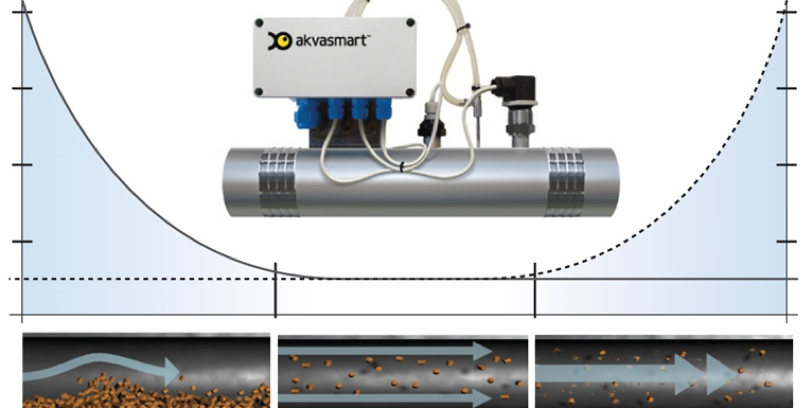
The happy medium: It's important to find out what the right pick-up speed is, to get the pellets to "fly" rather than become pushed or shot across the pipe. - The pipe tubing itself must be clean and clear inside. Joints, welding joints, pipe joints and the like may cause the pellets to collide and crush before proceeding into the system. Regular camera inspections of tubings is therefore recommended as a natural part of the servicing of a central feeding plant and during rebuilding or dismantling. Such inspections will also identify any deposits that need to be cleaned. Seamless piping also involves an optimum hit point on the hose selectors where this is mounted. The hit point is itself a factor that should be checked regularly. Errors in the hit point are solely documented under laboratory experiments to ensure 0.7 percent unnecessary breakage (Skretting test in an AKVA lab).
- All bending radii on the pipe must be greater than one metre. If you have too sharp turns in your system, you may get extremely high friction and strain on the feed in the outer corners. Small or adverse fixed pipe bends should be avoided if possible, or followed up with more frequent ongoing cleaning.
- When the feed comes out of the feed pipes leading out to the cages, it is important to have as few turns as possible from the barge to the spreader. Pipes that are spun around each other form points with very adverse and firm bends that contribute to increased strain and breakage. Note that, under normal conditions, the feed accelerates all the way from the dosing point to the spreader.
- Also, the feed spreader must help to ensure minimal feed wear. Whereas the first spreaders only focused on good distribution, most models today are also designed to handle the feed as gently as possible. The technology is continiously evolving, and at AKVA group we have now begun to work on reintroduction of water-borne feeding which, among other things, will ensure an even more gentle feed handling in the form of reduced strain on the feed. We will write more about this throughout the year.
- To summarise, the feeding system should be adjusted continuously according to the quality and size of the feed, the season, climate and other external factors. Fine adjustments of airflow/transport speed may have a major impact on the overall outcome of an exposure. Both your technology and feed supplier will be able to provide helpful guidance and experiences here.
- It requires a lot of competence and practical experience to ensure that the feeding system is in top condition at all times. Courses and training quickly pay for themselves, to provide competent employees, capable of making ongoing adjustments to optimise the performance of the system. If you enter into a long-term service agreement, you can focus on the fish while your equipment supplier takes care of condition measurement, health reports and preventative servicing and maintenance.
{{cta('70bb0e5a-5714-4210-ad5c-b999ba24c186','justifycenter')}}